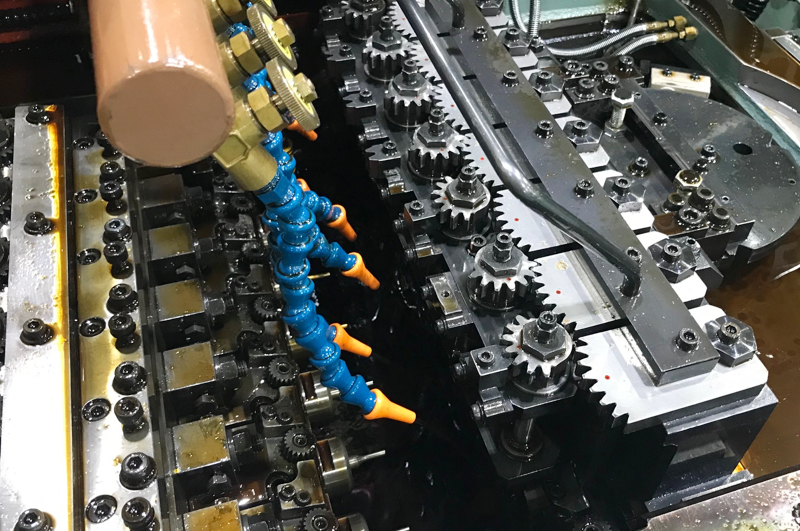
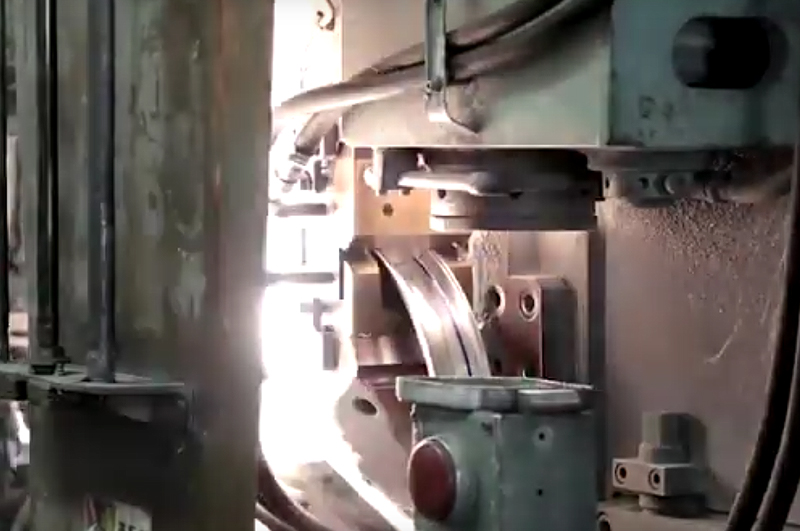
Special use dies are used to shear or bend products with a large force and form them into the required shapes using press machines or forming machines.
Although these are basic metal forming methods, high-precision presses, forming machines and dies as well as the relevant knowhow are required to attain high processing accuracy.
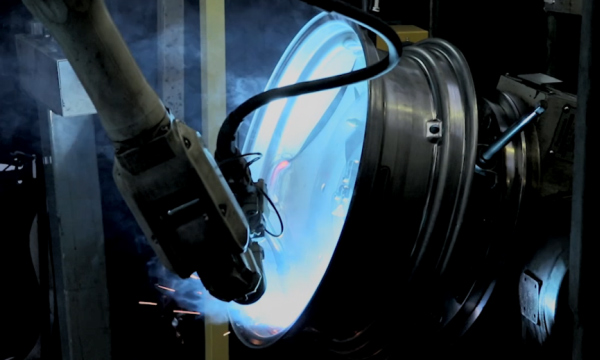
We manufacture many dies ourselves to realize high accuracy in forming chain parts and motorcycle rims and handle pipes.
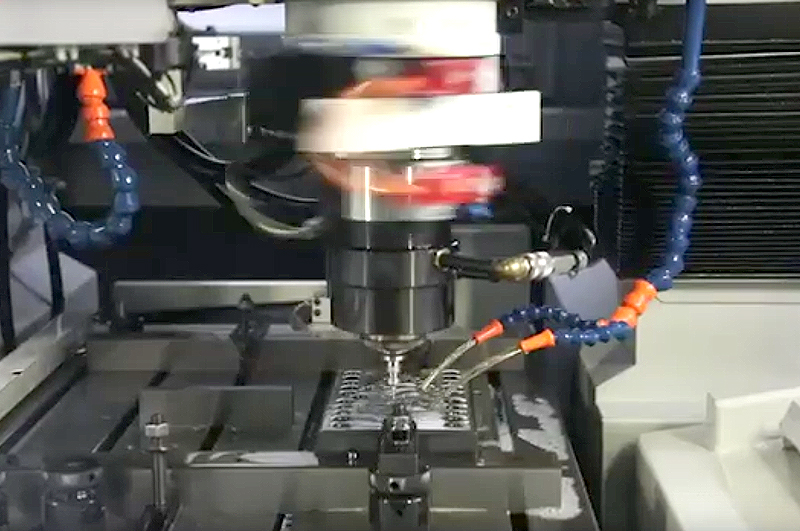
Advanced plastic forming
Our chain manufacturing skills have been developed into “SOSEI-FORMA technology”. It enables 3D forming and precision shearing, which were difficult using conventional pressing. Please see the Plastic forming technology page for details.